
نصب و تنظیم دقت لیزر برش لوله لیزر (2)
2021-06-18
دستورالعمل های نصب و راه اندازی به منظور تنظیم و نگهداری مرکز (محور چرخش) دو قطعه در محدوده مورد نیاز ، به طوری که تجهیزات می توانند نیازهای پردازش کاربران را داشته باشند ، تدوین می شوند. ما امیدواریم که هر سازنده تجهیزات بتواند دقیقاً مطابق با این روش نصب. ما همچنین از برقراری ارتباط مشتری با ما در مورد جزئیات نصب قدردانی می کنیم تا بتوانیم به موقع پیشرفت کنیم. از شما سپاسگزاریم.
1. دو جدول را در جدول کار با توجه به نیازهای طراحی اصلاح کنید. همانطور که در شکل نشان داده شده است ، چاک سمت چپ "Main chuck" و سمت راست "Tail chuck" نامگذاری شده است.
2. پیچ های ثابت چوب دم را پیچ کنید. همانطور که در شکل نشان داده شده است ، یک پنبه توخالی توسط پنجه جلوی چوب دم بسته می شود (یک سنبله آماده کنید که از قبل خیلی سنگین نباشد. میلگرد خیلی سنگین ممکن است تأثیر بگذارد سنبله باید 200-300 میلی متر طول و قطر 30-50 میلی متر داشته باشد. پایه مغناطیسی روی دستگاه ثابت می شود (نه روی میز نصب شده چوب دم) ، با اشاره گر به موقعیت نشان داده شده در شکل. چوب دم را به صورت دستی بچرخانید ، اندازه گیری کنید و اطمینان حاصل کنید که انتهای نزدیک و انتهای انتهای سنبه حدود 0.1 است.اگر این مقدار از محدوده مشخص شده خارج نیست ، موقعیت پنجه پاسخ دهنده را برای مطابقت با الزامات دقت تنظیم کنید.
توجه: اندازه گیری همچنین می تواند با قرار دادن یک سنبل بلند به اندازه مطابق با سوراخ مرکزی چوب دم در مرکز چاک انجام شود و طول سنبه باید 1000-2000 میلی متر باشد.
3. نوار اتوبوس ipper و نوار اتوبوس کناری mandrel را اندازه بگیرید
میله میله ipper (یعنی میله میانی بالایی مرکزی) ، اندازه گیری کنید. پایه مغناطیسی روی دستگاه ثابت می شود (نه روی میز نصب چوب دم) ، با اشاره گر به موقعیت نشان داده شده در شکل نشان داده می شود. کل جدول نصب شده در سمت چپ و راست ، اندازه گیری کنید و مطمئن شوید که مقدار میله باس بالایی زیر 0.05 میلی متر نیست. مقدار میله اتوبوس فوقانی بیش از حد مجاز را می توان با قرار دادن ورق مس در دو نقطه از سطح نصب پایین چاک تنظیم کرد.
میله باس کنار میلگرد (یعنی میله باس سمت چپ مرکزی) را اندازه گیری کنید. پایه مغناطیسی روی دستگاه ثابت می شود (نه روی میز نصب شده چوب دم) ، با اشاره گر به موقعیت نشان داده شده در شکل ، حرکت می کند کل میز نصب به چپ و راست ، اندازه گیری و اطمینان حاصل کنید که مقدار میله باس جانبی زیر 0.05 میلی متر است. مقدار میله باس جانبی خارج از محدوده را می توان با کمی چرخش پایه نصب شده چاک تنظیم کرد.پس از تنظیم ، مجدداً بررسی کنید که آیا دقت میله باس استاندارد است یا خیر. اگر مقدار هنوز از محدوده خارج نیست ، تنظیم را تکرار کنید تا مقدار خطای ipper bus و میله باس جانبی chuck tail زیر 0.05 mm باشد.
توجه: اندازه گیری همچنین می تواند با قرار دادن یک سنبل بلند به اندازه مطابق با سوراخ مرکزی چوب دم در مرکز چاک انجام شود و طول سنبه باید 1000-2000 میلی متر باشد.
4. با مرکز چاک دم به عنوان معیار (مرکز چرخش چوب دم) ، عمودی صفحه مرجع در پشت چوب اصلی را نسبت به مرکز چرخش چوب دم اندازه بگیرید.
روش اندازه گیری و تنظیم: پایه مغناطیسی در انتهای چوب دم با نشانگر نشانگر شماره گیری که به موقعیت نشان داده شده در شکل نشان داده شده است (صفحه مرجع چاک اصلی). به آرامی چوب دم را برای یک دایره و تخم مرغ بچرخانید خواندن اشاره گر سلف شماره گیر ، تفاوت چهار نقطه در حداکثر دامنه عرضی و عمودی اندازه گیری شده باید در 0.05 میلی متر باشد. خطا بین دو نقطه جانبی بیش از حد مورد نیاز ، در صورت وجود ، می تواند با قرار دادن ورق مس در دو تنظیم شود نقاط روی سطح نصب شده پایین چاک. خطا بین دو نقطه عمودی (بالا و پایین) بیش از حد مجاز ، در صورت وجود ، می تواند با قرار دادن ورق مس در دو نقطه از سطح نصب پایین چاک تنظیم شود. مرحله را چند بار تکرار کنید تا مقدار خطا 0.05 میلی متر باشد.
5. با مرکز چوب دم به عنوان معیار (مرکز چرخش چوب دم) ، هم محوری بین مرکز چرخش چاک اصلی و مرکز چرخش چوب دم را اندازه بگیرید ، یعنی مرکز دو چوب باید از قد برابر باشد .
روش اندازه گیری و تنظیم: پایه مغناطیسی در قسمت انتهایی چاک دم ثابت است ، در حالی که نشانگر شماره گیری صفحه نشانگر موقعیتی است که در شکل نشان داده شده است (دیواره داخلی سوراخ اصلی در چوب اصلی). به آرامی چوب دم را بچرخانید یک دایره را مشاهده کنید و خواندن pinter از نشانگر شماره گیری را مشاهده کنید. اختلاف چهار نقطه در حداکثر دامنه عرضی و عمودی اندازه گیری شده باید در 0.05 میلی متر باشد. خطا بین دو نقطه lteral بیش از حد مورد نیاز ، در صورت وجود ، می تواند با کمی تنظیم شود و به صورت عرضی پایه نصب چاک اصلی را حرکت دهید. خطا بین دو نقطه عمودی (بالا و پایین) بیش از حد مجاز ، در صورت وجود. می توان آن را با حرکت دادن کمی و عرضی پایه نصب چاک اصلی تنظیم کرد.
6. اندازه گیری و تنظیم دقت مرکز چاک.
فاصله بین دو چوک بین 500 میلی متر و 1000 میلی متر را تنظیم کنید و همان سنبه را بگیرید. سنبله باید 1500-2000 میلی متر طول و قطر 30-50 میلی متر داشته باشد. پایه مغناطیسی بر روی دستگاه ثابت است ، با اشاره گر به موقعیت در شکل نشان داده شده است (در دایره بیرونی مندرل حدود 30 میلی متر از پنجه فاصله دارد). چاک و مندرل را بچرخانید. نشانگر شماره گیری به ترتیب میزان رانش سنبله را در موقعیت 30 میلی متری از پنجه اندازه گیری می کند و رانش سنبل حدود 0.1 میلی متر است قابل قبول (به طور کلی ، دقت بستن پنجه قبل از تحویل چاک تنظیم شده است. کاربران باید در مورد محصول سفارشی ، پنجه گسترده یا سایر شرایط خاص ، دقت پنجه را تنظیم کنند). اگر شیر از محدوده مشخص شده خارج نیست ، تنظیم کنید وضعیت چنگال مربوطه برای برآورده کردن الزامات دقت.
7. دقت کلی را بررسی کنید.
فاصله بین دو چوک بین 500 میلی متر و 1000 میلی متر را تنظیم کنید و همان سنبه را بگیرید. پایه مغناطیسی روی دستگاه ثابت می شود ، با اشاره گر نشانگر وضعیت نشان داده شده در شکل است (در دایره بیرونی سنبه حدود 30 میلی متر از اصلی فاصله دارد) پنجه چاک). چوب دم را به عقب و جلو حرکت دهید ، به طوری که فاصله بین چوب دم و چاک اصلی از 100 میلی متر تا 1000 میلی متر باشد (چاک دم را می توان به سوراخ مرکزی چاک اصلی منتقل کرد). اختلاف شیر نشانگر نشانگر شماره گیری حدود 0.05 میلی متر قابل قبول است. در همان فاصله ، نشانگر نشانگر شماره گیری را به سمت دایره بیرونی سمت مندرل هدایت کنید و اگر مقدار نشانگر نشانگر شماره گیری در حدود 0.05 میلی متر باشد ، نصب کلی واجد شرایط است. اگر اختلاف مقدار هنوز از محدوده خارج نیست ، جزئیات مراحل فوق را به دقت بررسی کرده و در صورت حذف هرگونه تخلف یا موارد صحت خارج از محدوده ، آنرا قبول کنید.
8. لطفاً مراحل بالا را قبل از نصب اشکال زدایی تجهیزات با دقت بخوانید. این دستورالعمل نصب بر اساس تجربه نصب و اشکال زدایی اکثر سازندگان تجهیزات وارد شده است. لطفاً دستورالعمل ها را به دقت دنبال کنید. مجدداً از انتخاب محصولات ما سپاسگزاریم.
بیشتر ببینید
نصب و تنظیم دقت لیزر برش لوله لیزر (1)
2021-06-17
دستورالعمل های نصب به منظور تنظیم و نگهداری مرکز (محور چرخش) دو چانک با دامنه مورد نیاز ، تنظیم می شوند تا تجهیزات بتوانند نیازهای پردازش کاربران را برآورده کنند.ما امیدواریم که هر سازنده تجهیزات بتواند دقیقاً مطابق با این روش نصب کار کند.ما همچنین از برقراری ارتباط مشتریان با ما در مورد جزئیات نصب قدردانی می کنیم تا بتوانیم به موقع پیشرفت کنیم.
1. دو محصول را با توجه به نیاز طراحی در میز کار اصلاح کنید.همانطور که در شکل نشان داده شده است ، چاک سمت چپ "چاک تغذیه کننده" و چاک سمت راست "چاک اصلی" نامگذاری شده است.
2. پیچ های ثابت چاک تغذیه را پیچ کرده و پوشش گرد و غبار روی چاک تغذیه را بردارید.همانطور که در شکل نشان داده شده است ، میله باس بالایی را در قسمت چرخاننده قسمت اصلی چاک اندازه گیری کنید.پایه مغناطیسی روی دستگاه (نه روی میز نصب شده چاک تغذیه ای) ثابت است ، در حالی که نشانگر به موقعیت نشان داده شده در شکل نشان داده شده است.کل میز نصب را به چپ و راست حرکت دهید ، اندازه گیری کنید و اطمینان حاصل کنید که مقدار میله باس بالایی زیر 0.05 میلی متر است.با قرار دادن ورق مس در دو نقطه از سطح نصب پایین چاک ، می توان باتری باس اتوبوس فوقانی را تغییر داد.
3. میله اتوبوس کناری را در قسمت چرخان سر تغذیه اندازه گیری کنید.پایه مغناطیسی روی دستگاه (نه روی میز نصب شده چاک تغذیه ای) ثابت است ، در حالی که نشانگر به موقعیت نشان داده شده در شکل نشان داده شده است.کل میز نصب را به چپ و راست حرکت دهید ، اندازه گیری کنید و اطمینان حاصل کنید که مقدار میله باس جانبی زیر 0.05 میلی متر است.اگر مقدار میله باس جانبی خارج از محدوده باشد ، می توان با کمی چرخش پایه نصب شده چاک اصلی ، آن را به دامنه مورد نیاز تنظیم کرد.پس از تنظیم مجدداً بررسی کنید که آیا دقت میله باس در مراحل نشان داده شده در بند 2 با استاندارد مطابقت دارد.اگر مقدار هنوز خارج از محدوده است ، تنظیم را تکرار کنید تا مقدار خطای میله باس بالایی و میله باس جانبی چاک تغذیه زیر 0.05 میلی متر باشد.
4. با مرکز چاک تغذیه به عنوان معیار (مرکز چرخش چاک تغذیه) ، عمودی صفحه مرجع در پشت چاک اصلی را نسبت به مرکز چرخش چاک اندازه گیری کنید.روش اندازه گیری و تنظیم: پایه مغناطیسی در انتهای چاک تغذیه ثابت می شود ، در حالی که نشانگر نشانگر شماره گیری به موقعیت نشان داده شده در شکل (صفحه مرجع چاک اصلی) نشان داده شده است.چاک تغذیه را به آرامی برای یک دایره بچرخانید و خواندن نشانگر نشانگر شماره گیری را مشاهده کنید.اختلاف چهار نقطه در حداکثر دامنه عرضی و عمودی اندازه گیری شده باید در 0.05 میلی متر باشد.خطا بین دو نقطه جانبی بیش از حد مجاز ، در صورت وجود ، می تواند با قرار دادن ورق مس در دو نقطه از سطح نصب پایین چاک تنظیم شود.مرحله را چندین بار تکرار کنید تا مقدار خطا برابر با 0.05 میلی متر باشد.
5. با مرکز چاک تغذیه به عنوان معیار (cneter چرخش چاک تغذیه) ، هم محوری بین مرکز چرخش چاک اصلی و مرکز چرخش چاک تغذیه را اندازه گیری کنید ، یعنی مرکز دو چوک باید برابر باشد قدروش اندازه گیری و تنظیم: پایه مغناطیسی در قسمت انتهایی چاک تغذیه ثابت می شود ، در حالی که نشانگر نشانگر شماره گیری به موقعیت نشان داده شده در شکل (دیواره داخلی سوراخ اصلی در چاه اصلی) نشان داده شده است.چاک تغذیه را به آرامی برای یک دایره بچرخانید و خواندن نشانگر نشانگر شماره گیری را مشاهده کنید.اختلاف چهار نقطه در حداکثر دامنه عرضی و عمودی اندازه گیری شده باید در 0.05 میلی متر باشد.خطای بین دو نقطه جانبی بیش از حد مجاز ، در صورت وجود ، ممکن است با حرکت اندکی و عرضی پایه نصب چاک اصلی تنظیم شود.خطا بین دو نقطه عمودی (بالا و پایین) بیش از حد مجاز ، در صورت وجود ، با قرار دادن ورق مس در چهار نقطه روی سطح نصب پایین چاک قابل تنظیم است.مرحله را چندین بار تکرار کنید تا مقدار خطا برابر با 0.05 میلی متر باشد.پس از تنظیم مجدداً بررسی کنید که آیا دقت در مراحل نشان داده شده در پاراگراف 4 با استاندارد مطابقت دارد.اگر مقدار هنوز خارج از محدوده است ، تنظیم را تکرار کنید تا مقدار خطا زیر 0.05 میلی متر باشد.
6. اندازه گیری و تنظیم دقت مرکز چاک.فاصله بین دو چوک بین 500 میلی متر و 1000 میلی متر را تنظیم کنید و همان سنبه را بگیرید.طول مندل باید 1500-2000 میلی متر باشد و قطر آن 30-50 میلی متر است.پایه مغناطیسی روی دستگاه ثابت می شود ، با اشاره گر به موقعیت نشان داده شده در شکل (در دایره بیرونی سنبه حدود 30 میلی متر از پنجه فاصله دارد) نشان داده شده است.چاک و سنبه را بچرخانید.نشانگر dia به ترتیب میزان رانش سنبله را در موقعیت 30 میلی متری پنجه اندازه گیری می کند و رانش سنبله حدود 0.1 میلی متر قابل قبول است (در ژنرال ، دقت بستن پنجه قبل از تحویل چاک تنظیم شده است. کاربران باید پنجه را تنظیم کنند دقت در مورد محصول سفارشی یا سایر شرایط خاص).اگر مقدار از محدوده مشخص شده خارج نیست ، موقعیت پنجه مربوطه را برای مطابقت با الزامات دقت تنظیم کنید.
7. دقت کلی را بررسی کنید.فاصله بین دو چوک بین 500 میلی متر و 1000 میلی متر را تنظیم کنید و همان سنبه را بگیرید.پایه مغناطیسی روی دستگاه ثابت می شود ، با اشاره گر به موقعیت نشان داده شده در شکل (در دایره بیرونی سنبه حدود 30 میلی متر از پنجه میان چاک) نشان داده شده است.چاک تغذیه را به عقب و جلو حرکت دهید ، به طوری که فاصله بین چاک تغذیه کننده و چاک اصلی 100 یا 1000 میلی متر باشد (می توان چاک تغذیه را به سوراخ مرکزی چاک اصلی منتقل کرد).اختلاف مقدار نشانگر نشانگر شماره گیری در حدود 0.05 میلی متر قابل قبول است.به همین ترتیب ، نشانگر نشانگر شماره گیری را به سمت دایره بیرونی سمت مندرل قرار دهید و اگر مقدار نشانگر نشانگر شماره گیری در حدود 0.05 میلی متر باشد ، نصب کلی واجد شرایط است.اگر اختلاف مقدار هنوز خارج از محدوده است ، جزئیات مراحل فوق را به دقت بررسی کرده و اگر نقصی وجود دارد یا مورد صحت خارج از محدوده است ، تأیید کنید.
8. لطفا قبل از نصب و اشکال زدایی تجهیزات مراحل بالا را با دقت بخوانید.این دستورالعمل نصب بر اساس تجربه نصب و اشکال زدایی اکثر تولیدکنندگان تجهیزات وارد شده است.لطفا دستورالعمل را با دقت دنبال کنید.
بیشتر ببینید
دستورالعمل استفاده
2021-06-18
کاربرد و ویژگی ها:
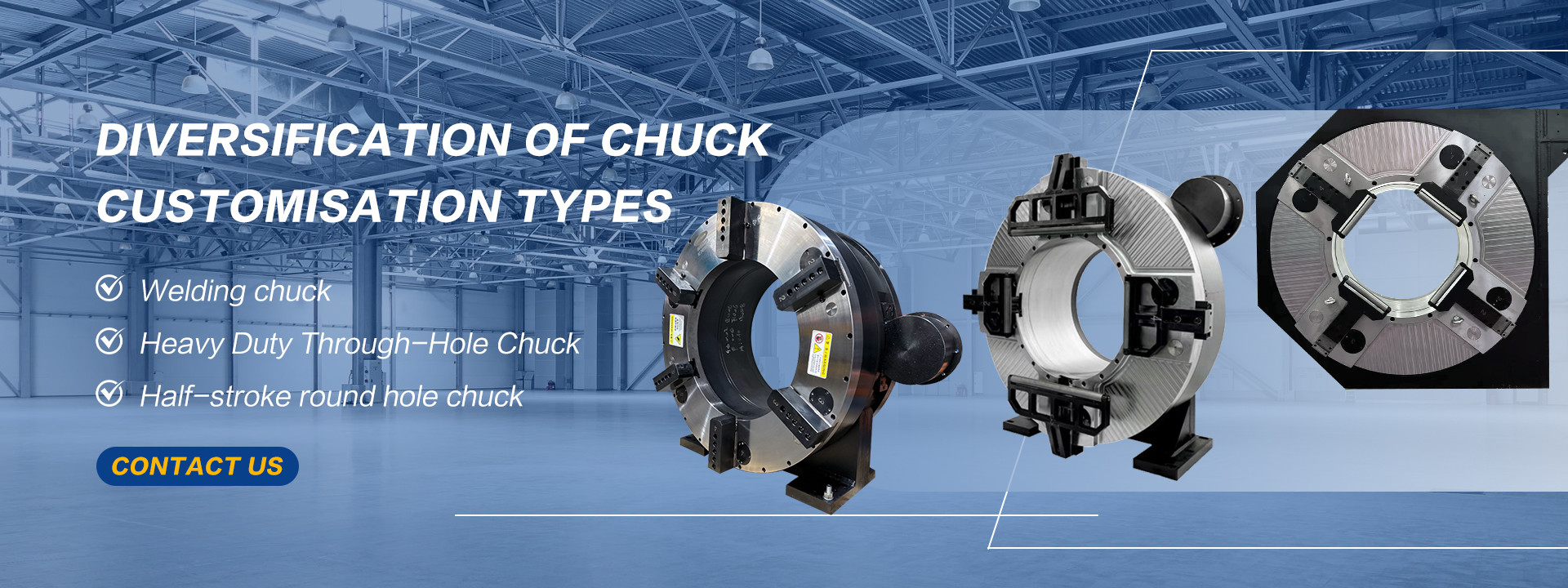
توسعه دارنده اسپیندل چهار پنجه دو قدرت برش لیزری سری Bk و SD برای ادغام ویژگی های پنوماتیک پنوماتیک جلو ساخته شده توسط شرکت ما و سایر محصولات پنوماتیک مرتبط برای چندین بار بهبود است. این ویژگی ها مانند ساده است ساختار ، نصب مناسب ، کاربرد قوی ، تمیز و با دوام ، بستن قابل اعتماد ، دقت قابل انعطاف و غیره ، برای بهبود بهره وری عملیات ، کاهش هزینه ساخت و کاهش شدت کار کارگران برای این شرکت. این محصول برای بستن اتصالات مختلف لوله برای دستگاه های برش لوله های سفارشی و دستگاه لوله صفحات ، و مناسب ترین روش برای پردازش انواع لوله های گرد ، لوله های سقاره ، لوله های مستطیل شکل و لوله های بیضی شکل ، فقط ایجاد تغییر جزئی در چنگال ها برای برش لوله های فولادی از هر شکل است.
شرایط استفاده:
1. قبل از کار روزانه ، اپراتور باید به دقت بررسی کند که آیا پیچ های بست پنجه ثابت است یا نه ، و فشار هوا طبیعی است یا خیر. لطفاً از هوای فشرده تمیز و پایدار با فشار هوا کنترل شده در محدوده 0.4 ~ استفاده کنید 0.9 مگاپاسکال. لوله های هوا که فشار بیش از 1.6 مگاپاسکال را تحمل می کنند باید برای اتصال به محصولات انتخاب شوند و لوله های هوا باید از گرما و شعله باز دور بمانند ، در غیر این صورت تحت تأثیر قرار می گیرند و مشکلات پنهان را برای تولید ایمن به ارمغان می آورند.
2. در طول فرآیند استفاده از چاک ، سطح کشویی و سطح اصطکاک در همه جا باید روغن کاری شده و مطابق دقیق با نکات در هر نقطه روغنکاری روغن حفظ شود: به طور منظم روغن را در مخزن روغن FRL (خط مقاوم در برابر flinders) استفاده کنید و سرعت چکیدن روغن را کنترل کنید.
3. هنگامی که پنجه یا غلتک چاک نیاز به تنظیم دارد ، صندلی مهره را بر روی بلوک کشویی نصب کنید و از طریق تنظیم پیچ و مهره ها تا رسیدن به نیازهای مورد استفاده ، تنظیم دقیق کنید ، پس از اتمام تنظیم ، گیره را نصب کنید ، کشویی بلوک فقط پس از اقدام قابل لمس می تواند وارد حالت کار شود.
4. چاک را در ویل تغییر ندهید ، زیرا تغییر نامناسب ممکن است به چاک آسیب برساند و نتواند استفاده عادی داشته باشد.
5. با استفاده از دوره های طولانی عدم استفاده از چاک ، قطعه کار را روی آن بسته نگذارید ، تا از تغییر شکل ممکن است بر دقت چاک تأثیر بگذارد.
6. کار تمیز کردن قطعات متحرک را برای 2-3 بار در هفته و نگهداری چاک هر 60 روز یک بار انجام دهید و وضعیت ساییدگی قطعات را بررسی کنید ، در صورت لزوم قطعات را تعویض کنید.
7. هنگام اتصال به قسمت کنترل الکتریکی ، به ولتاژ سیم پیچ شیر برقی توجه کنید و به منبع تغذیه ولتاژ مناسب متصل شوید تا از آسیب دیدن دستگاه های الکتریکی جلوگیری کنید.
یادداشت:
1. در صورت انطباق با حمل و نقل ، ذخیره سازی ، نصب ، تنظیم ، نگهداری و استفاده از محصولات ، اگر مشکلات ، از جمله محصولات به دلیل مشکل کیفیت تولید ، نمی توانند به طور معمول کار کنند ، یا در هنگام بسته بندی به دلیل کمبود ضایعات ، خسارت دیده شود کیفیت ، یا ضمیمه ها با لیست بسته بندی ، یا ذخیره و مفقود شدن قطعات یدکی و غیره مطابقت ندارند ، لطفاً ظرف یک ماه از تاریخ دریافت کالا با بخش کیفیت شرکت ما تماس بگیرید و لطفا هنگام ارسال اطلاعات ، نوع محصول ، تعداد مشخصات و تاریخ تولید را نشان دهید.
2. محصولات باید در محیط 0 تا 40 درجه نصب و استفاده شوند.
3. نصب و استفاده از محصولات کاملاً با مقررات مندرج در دستورالعمل ها مطابقت دارد و در صورت داشتن هر گونه سوال یا پیشنهاد بهبود ، لطفاً بخش کیفیت شرکت ما را مطلع کنید.
الزامات عملیاتی ایمن:
1. محل نگهداری چاک باید اقدامات ضد آب و ضد رطوبت موثر داشته باشد و از تهویه خوبی برخوردار باشد.
2. بسته ها روی هم قرار نمی گیرند و به طور منظم شرایط بسته بندی را بررسی می کنند.
3. پس از مطالعه دقیق دستورالعمل های نصب ، وارد برنامه نصب شوید.
4. فشار دادن دکمه بستن و شل کردن در هنگام کار کردن ممنوع است ، در صورت لزوم سپر را اضافه کنید.
5. لطفاً هنگام نصب و از بین بردن چاک ، منبع تغذیه و هوا را خاموش کنید.
6. سرعت چرخش چاک نباید بیش از حد مجاز مشخص شده در فرآیند استفاده باشد.
7. پرسنل غیرحرفه ای نباید قسمتهای اصلی سازه چاک را بدون اجازه از بین ببرند.
8. شعله باز ، منبع حرارت و سایر امکانات نزدیک به محل نصب لوله هوا ممنوع است.
بیشتر ببینید
به سایت ما خوش آمدید
2021-06-16
Lingman Machinery Technology (Changzhou) Co. ، Ltd. سازمانی است که با تمرکز بر تحقیق و توسعه ، تولید و فروش انواع پنکه های پنوماتیک ، چوک های برقی ، چوک های هیدرولیکی و سایر چوک های قدرت متمرکز است. با تجهیزات تولید و قابلیت های ابتکاری طراحی می تواند خدمات رضایت بخشی را در اختیار کاربران قرار دهد. ما همچنین می توانیم انواع ماشین آلات ، تجهیزات غیراستاندارد ، وسایل برقی مخصوص و قطعات مخصوص دستگاههای برش لوله لیزر را با توجه به نیازهای مختلف کاربر طراحی و تولید کنیم. این شرکت مبتنی بر نوآوری در فن آوری ، کیفیت خدمات اول فلسفه تجارت ، برای ارائه هر مشتری با محصولات مناسب ، خدمات مراقبت ، تحقیق و توسعه فنی مداوم ، اجرای کامل مدیریت کیفیت ، بهبود مستمر سیستم خدمات و مشتاقانه منتظر برنده شدن جدید است و مشتریان قدیمی مورد علاقه.
بیشتر ببینید
نمایشگاه ليزر شاک لينگمن به طور کامل به پايان رسيد
2024-06-30
در نمایشگاه بین المللی ماشین آلات چینگداو در سال 2024 که به تازگی به پایان رسید، شرکت های پیشرو از صنایع مختلف برای نمایش آخرین محصولات، فناوری ها و ایده های نوآورانه خود گرد هم آمدند.این نمایشگاه توجه بسیاری از بازدیدکنندگان حرفه ای و رسانه ها را به خود جلب کرد، ارائه یک بستر خوب برای نمایشگران برای برقراری ارتباط و همکاری.نکات مهمنمایش محصولات نوآورانههر نمایشگر دستاوردهای تکنولوژیکی پیشرفته ای از جمله تجهیزات لیزر هوشمند، فرآیندهای تولید خودکار و فن آوری های تولید کارآمد را نشان داد.این محصولات نوآورانه نه تنها آخرین روند صنعت را نشان می دهند، اما همچنین امکانات جدیدی را برای بازار آینده فراهم می کند.انجمن های صنعتتعدادی از انجمن های صنعت و سمینارها در طول نمایشگاه برگزار شد، که در آن جریان های فناوری از زمینه های مختلف برای به اشتراک گذاشتن بینش و تجربیات خود دعوت شدند.این رویدادها موجب برخورد ایده ها در صنعت و تسهیل مبادلات فنی و همکاری شد.تعامل در محلبسیاری از غرفه ها با نمایش محصولات و توضیح دهندگان حرفه ای، که در آن بازدید کنندگان می توانستند ویژگی ها و مزایای محصولات جدید را تجربه کنند، ایجاد شدند.این فرمت تعاملی نه تنها بازدیدکنندگان بیشتری را جذب می کند، اما همچنین دانش و علاقه مشتریان به محصولات را افزایش می دهد.فرصت های همکاریاین نمایشگاه فرصت های ارتباطی چهره به چهره را برای نمایشگران و مشتریان و شرکای بالقوه فراهم کرد.بسیاری از شرکت ها نشان دادند که در طول نمایشگاه قصد همکاری اولیه داشته اند و به دنبال همکاری در پروژه های آینده هستند.چشم انداز آیندهموفقیت این نمایشگاه نه تنها توانایی نوآوری این صنعت را نشان داد، بلکه جهت توسعه آینده را نیز نشان داد.صنعت با فرصت ها و چالش های بیشتری روبرو خواهد شدنمايندگان اظهار داشتند که آنها به توجه به ديناميک بازار ادامه خواهند داد و خود را به توسعه محصول و نوآوری اختصاص خواهند داد تا نیازهای مصرف کننده را در حال تغییر برآورده کنند.ما منتظر دیدن فناوری ها و راه حل های جدید در نمایشگاه بعدی هستیم و به طور مشترک توسعه و پیشرفت صنعت را ارتقا می دهیم.
ترجمه شده با www.DeepL.com/Translator (نسخه رایگان)
بیشتر ببینید